Cross Breaking Case of Customer
ANSON STEEL is a company that makes equipment parts. Its products are mainly exported to Europe, and its appearance requires high quality. Recently, the component shell production line has appeared in batches with suspected cross-fold(corss breaking) defects (perpendicular to the rolling direction). ANSON STEEL suspected that there was a problem with raw materials (steel coils), and after several batches of steel coils from different manufacturers were replaced, quality defects still existed.

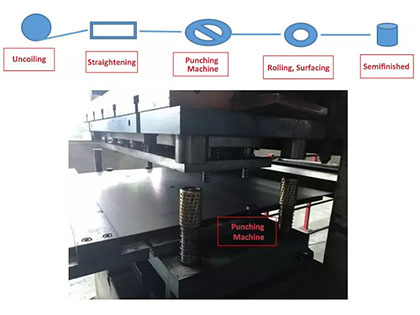
ANSON STEEL use Q235B hot rolled coil, thickness 2.5mm, yield strength 330MPa, check the warranty book, and check the performance indicators and other normal. Processing process is described as follows:
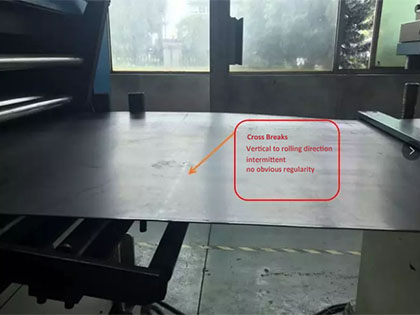
Steel Coil Cross Breaking Phenomenon
- The original hot rolled coil is divided into three small rolls by large rolls. The buckling or wave of the board is related to the residual compressive stress, but the residual compressive stress will only straighten or crack the board surface. Since no transverse folding defects are found on the original roll, it indicates that the horizontal folding defect is not caused by the residual stress in the original roll, but because some process steps after the unwinding production are unreasonable, the internal stress of the steel coil changes, resulting in the occurrence of the horizontal folding defect. .
- The horizontal fold is faintly visible after the steel coil has passed through the straightening machine, and is clearly visible after stamping. When large rolls (unopened plain rolls) are used, the horizontal folds are small, and the small rolls (three small rolls after being flattened) are prone to horizontal folding, sometimes there is no after opening, and the frequency increases in the later stage of the roll, no Obviously regular.
- According to the principle of elastic bending analysis of material mechanics, the thin plate enters the plastic bending from elastic bending to meet the following conditions: R ≤ Et / 3 δs (where R - bending radius, E - elastic modulus, δ s - yield strength, t - steel plate thickness), from this formula, the plastic bending of the steel plate is related to the thickness and the yield strength of the steel plate. For a Q235B low carbon plate with a thickness of 2.5 mm, the critical radius of curvature is: Q235Bδs=320~400MPa,R≤546~437mm

For steel coils with small coil diameter and low strength, the elastoplastic bending deformation occurs and the transverse folding is easy to occur. For the coil diameter, the high strength coil is mainly elastic deformation, and it is not easy to produce horizontal folding. . However, as the diameter of the coil decreases, especially at the end of the unwinding, the cross-fold defect may appear or be aggravated. This is consistent with the situation that occurred after the actual feedback of the W enterprise site.
It was found on the spot that the radius of curvature of the W enterprise straightening machine was not adjusted properly, and the correcting machine did not play an adjustment role.
- Stress distribution of the straightening plate
- Straightening the stress distribution of a straight arc
- Straightening the stress distribution of a negative arc
Analyzation Result
- This cross-fold defect is not a defect in the original volume.
- The transverse fold defect is directly related to the straightening deformation of the unwinding, which is the yielding effect of the plastic bending of the low carbon steel exceeding the critical value.
- W enterprise changed from the next open volume to the upper open volume, and speed up the unwinding speed after the later winding diameter becomes smaller.
- According to the thickness of the coil, the yield strength and other reasonable adjustment of the straightening machine (roller position, roll distribution, roll gap, deformation speed, etc.), it is feasible to reduce or eliminate the tolerable cross-fold defect under the premise of ensuring the straightening quality. .

